| こんな自転車に気をつけて! |
- 破損例
- 原因の分析とその対策
- 溶接(加工技術・熟練度)
溶接部がアンダーカットやクレータの状態となって、その部分のパイプ肉厚が薄くなっている。パイプは応力の集中しやすい箇所であるため、このような状態では破損しやすい。
 
- 溶接の開始点
溶接の開始がパイプの真下であると、終了点もその箇所となるので、その部分のパイプはクレーター状態になりやすい(溶接熱を2度受ける)。
 
- 溶接溶け込みに偏り
パイプ径の大きく異なる溶接、あるいは肉厚の異なる場合の溶接では、熱が均一に分布しないので、溶け込みに偏りがでる。
 
- フレームパイプ(材料)
下パイプや立パイプ径が細い。パイプが肉薄のため、強度が低い。

- フレームの構造(形状・設計)
▼折りたたみ車におけるジョイント部の応力集中。ジョイント部にすきまがある。
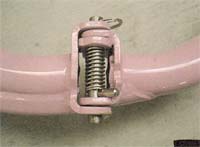
▼良い例。ジョイントは溶熱の熱影響を受けてひずみやすいプレス加工ではなく、鋳物にする。

▼フレームの補強は全体の剛性バランスを考えて、補強板あるいは補強パイプを使用しないと、強度の低い箇所で破損する。

- パイプ加工(加工技術)
太いパイプを曲げて加工した場合、パイプが扁平になっている。応力が集中する箇所であり、曲りやすい。

|
|
|